

Engineering / DHP-3036
Heart Shaped Rigid Chocolate Box with Plastic Tray Insert
Rigid Cardboard Heart Shaped Chocolate Box|with Plastic Tray...
ReadMaster color printing for your custom packaging box. Learn how to avoid rich black registration errors, select CMYK vs. Pantone, and scale with DHP Factory..
In the highly competitive e-commerce and retail landscape, your custom packaging box is the first physical touchpoint a customer has with your brand. While structural integrity protects the product, it is the color printing that communicates your brand’s story, authority, and premium quality. However, executing flawless color production on packaging substrates involves intricate pre-press engineering that many brands overlook.
Mismanaged color values can lead to blurry text, color shifts, and muddy finishes that damage your brand's perceived value. In this professional guide, we analyze critical color management techniques—including the technical pitfalls of printing rich black—and demonstrate how advanced manufacturing ensures flawless execution for your luxury packaging.
Most commercial packaging projects rely on the CMYK (Cyan, Magenta, Yellow, Key/Black) four-color process or the Pantone Matching System (PMS). Understanding when to deploy each is vital for managing budget and visual consistency across extensive production runs.
CMYK Printing: Often referred to as full-color process printing, this method blends varying percentages of four primary inks to recreate millions of vibrant hues. It is highly cost-effective for multi-colored graphics, photographic illustrations, and diverse e-commerce mailer boxes.
Pantone (Spot Color) Printing: PMS utilizes pre-mixed, standardized inks to guarantee exact color matching globally, regardless of the printing machinery used. This is essential for precise brand logos, corporate identity assets, and high-end luxury custom boxes where color deviation is unacceptable.
At DHP Factory, our high-precision Heidelberg offset printing presses integrate advanced color management systems engineered for absolute brand fidelity. Our technical specialists calibrate industry-standard gray balance and color curves across every batch, bridging the gap between CMYK adaptability and Pantone precision.

Fig 01: High-Precision Heidelberg Offset Color Printing Line at DHP Factory
A common, costly error during the artwork preparation stage of a custom packaging box is the misuse of black color profiles in design applications like Adobe Photoshop or Illustrator. In digital design, hitting the default dark option or resetting palettes often generates a multi-channel black profile (e.g., C75%, M68%, Y67%, K90%), resulting in a total ink coverage (TIC) of up to 300%.
In professional color printing, blacks are divided into two primary categories:
| Black Type | CMYK Formulation | Optimal Packaging Application | Risk Factors |
|---|---|---|---|
| Pure Single-Color Black | C:0% | M:0% | Y:0% | K:100% | Fine typography, nutritional facts, bar codes, sharp vector lines. | Can appear washed out or slightly charcoal-gray over vast surface areas. |
| Rich Black / Jet Black | C:50% | M:0% | Y:0% | K:100% (Total ink under 250%) | Large solid structural block backgrounds, deep premium canvas spaces. | Severe registration misalignment, overlapping plates, and ink bleeding if applied to fine details. |
When executing rich black on paper substrates, the printing machine must stamp the sheet four times using four separate ink plates (Cyan, Magenta, Yellow, and Black). If the physical plate tracking shifts by even a fraction of a millimeter (e.g., 0.05mm), the colors will overlap inaccurately. This creates a noticeable ghosting effect, resulting in blurry text and compromised legibility.
To eliminate this issue, DHP Factory's internal pre-press engineering team conducts automated printability audits on all client artwork. We ensure that all micro-typography and fine linework are automatically converted to pure single-color black (K100), while limiting solid rich black backdrops to a safe total ink percentage under 250% to prevent oversaturation and muddy output.

Fig 02: Registration Comparison – Pure Single-Color Black vs. High-Risk Rich Black Typography
High-fidelity color reproduction on a custom packaging box is significantly influenced by the underlying paper stock and the protective surface treatments applied post-printing. Uncoated paper fibers absorb ink differently than coated boards, shifting color values if left unmanaged.
To secure a truly luxury presentation that matches your print profile, consider integrating advanced industrial finishes:
Soft Touch Coating: Provides a velvety, tactile depth that reduces light reflection, making deep colors like navy, rich black, and burgundy appear luxurious and warm.
Drip-off Printing & Spot UV: This inline technical coating pairs matte and ultra-gloss textures simultaneously. It provides sharp, localized visual contrast over specific color boundaries.
Plastic Replacement Coating: An innovative, 100% plastic-free aqueous coating that enhances rub resistance and color protection while keeping the final package fully recyclable.

Fig 03: Precision Engineered Luxury Packaging with Protective Coatings
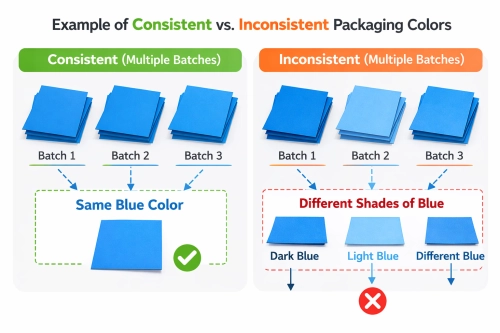
Achieving stable, repeatable color rendering requires industrial discipline. As an established global manufacturer, DHP Factory operates an integrated, data-driven workflow designed to eliminate variance from prototype to large-scale retail supply chains:
Feasibility Check & Dieline Review: Our engineering team checks structural files and embedded color spaces prior to plate creation.
Pantone Validation & Physical Sampling: We generate structural and colored prototypes within 3 working days, securing physical proofing before launching long-run mass manufacturing.
In-Line Automated Audits: Utilizing sensor-guided systems, we monitor micro-metric alignment for both multi-color inks and secondary surface treatments like hot foil stamping and embossing.
Whether you require a highly complex custom magnetic rigid box for luxury electronics, specialized cosmetic packaging, or sustainable e-commerce mailers, our facility balances craftsmanship with automated consistency to elevate your brand presence.
Investing in a custom box involves more than selecting dimensions; it requires precise control over color physics and substrate behavior. By adjusting typography color channels to single-color black and partnering with a manufacturing facility equipped with advanced color management tools, you protect your brand identity from common production pitfalls.
Ready to bring your branding to life with premium color fidelity? Contact our global engineering team today at pack@dhpfactory.com or submit your artwork configurations online to receive a comprehensive factory-direct quote within 24 hours.



Our engineers can help you transition to sustainable materials without compromising on luxury.
Get a Free Quote
Rigid Cardboard Heart Shaped Chocolate Box|with Plastic Tray...
Read
Very thick lines of special paper| Lid has finger position ...
Read
Mounted from coated art paper and rigid cardboard materials|...
ReadShare your specs or design files in minutes — we’ll reply within 24 hours with a clear quote, recommended materials, and feasible finishes.
Prefer email? Reach us at mkt@dhpfactory.com.